Schweißanlage für Spannringe
Aufgabe
Es war eine Schweißanlage zu konzipieren, welche Laschen an das Spannbügelprofil verschweißt.
Leistung: 11 Sekunden für zwei Halbschalen.

Lösung
Die Beschickung dieser Schweißanlage wird durch einen Roboter durchgeführt. Die Zuführung der Spannhalbringe geschieht über ein Stollenband, welches manuell durch eine Bedienperson gefüllt wird. Abfragesensoren zeigen den Füllstand des Bandes an. An der Abnahme- position für den Roboter werden die Bauteile mit einer Positioniereinheit auf Abnahmeposition geschoben.
Der KUKA Roboter ist mit einem Doppelgreifersystem ausgerüstet, greift jeweils immer zwei Halbringe und setzt diese in die RT Aufnahmen. Fertig geschweißte Bauteile sind zuvor, wie oben beschrieben, entnommen und auf das Auslauftaktband gelegt worden.
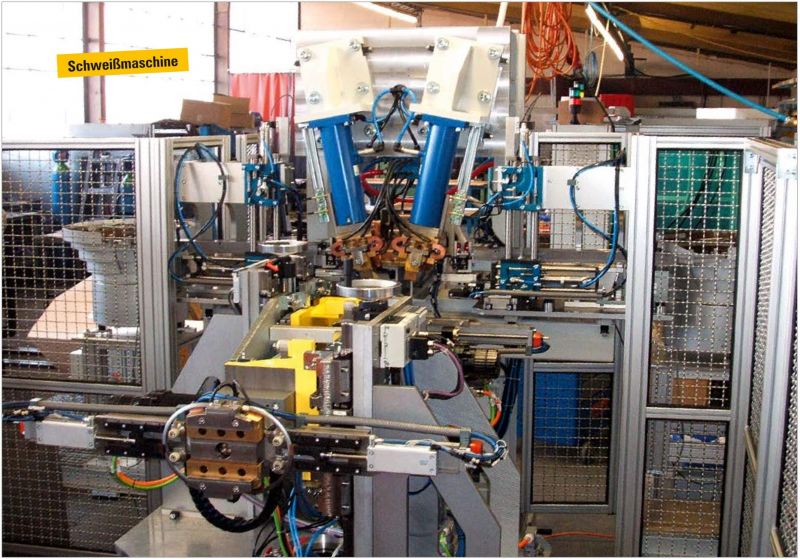
Schweißmaschine
Die Schweißmaschine ist mit einer Leistung von 160 KVA ausgelegt und wassergekühlt. Die beiden Spannlaschen werden hier mit dem Prinzip der Summenschweißung auf dem Spannbügel verschweißt.
Dieses sichert die symmetrische Kraft- und Stromeinspeisung in die zu verschweißenden Bauteile. Die Steuerung der Schweißmaschine wird durch MEGA 1 und SER mit Qualitätsmerkmal durchgeführt. Die Schweißkraft wird durch zwei Schweißzylinder aufgebracht.
Laschenzuführung
Die beidseitige Laschenzuführung wird mit jeweils zwei Fördertopfen sowie mit Linearfördereinrichtungen realisiert. Diese Zuführeinheiten sind füllstandskontrolliert und außerhalb der CE Schutzumzäunung befüllbar.
Zwei pneumatische Handlingsysteme entnehmen die Lasche und setzen diese in die Schweißaufnahme.

Aufnahmerundtisch
Die Schweißanlage ist zwecks rationeller Fertigung mit einem elektromagnetischen Rundschalttisch ausgerüstet, der die Schweißvorrichtung wechselseitig in die Schweißmaschine ein- bzw. ausfährt.
Schweißaufnahme
Die Schweißaufnahme ist durch den RT bedingt in zweifacher Ausführung (schweißseitig, bestückungsseitig) und ist bei Bauteilwechsel umzubauen oder einzurichten. Diese besteht aus der Nullunterelektrode, Drehspeichen, isoliertem Mittelanschlag und Spannzylindern. Eine Schnellwechseleinrichtung ist obligatorisch.
Prozess Maschinenablauf
Die Schweißaufnahme ist bestückt und in die Schweißmaschine eingedreht worden. Die beiden Laschen sind durch die Bauteilhandlinggeräte in die Schweißaufnahme gesetzt worden. Die Aufnahme fährt in die Widerstandsschweißmaschine und verschweißt die beiden Laschen an den Spannbügel. Danach dreht die Aufnahme motorisch um 180° in die Schweißposition 2, die Schweißelektroden werden mit den Laschen bestückt und der zweite Schweißvorgang wird durchgeführt. Nach Beendigung dieser Arbeitsgänge fährt die Drehaufnahme wieder zurück in die Ausgangsstellung und der Rundtisch dreht in die Belade-/Entnahmestellung.
Grundaufbau Bauteileinrichtung
Um die Schweißaufnahme in die Schweißpositionen eindrehen zu können, ist diese mit einem Servomotor ausgerüstet. Damit ist es möglich, verschiedenste Anschweißpositionen der Spannlasche auf dem Spannring anzufahren. Diese Apparatur ist mit einer Schnellspanneinrichtung zwecks Schweißvorrichtungswechsel versehen. Um Bauteile unterschiedlichster Nennweiten (Durchmesser) zu verschweißen, ist es unumgänglich, den Drehpunkt mittels Hand- kurbel auf den Nennweitendurchmesser anzupassen.
Schutzumhausung
Die CE Schutzumzäunung schützt Personen gegen unbeabsichtigtes sowie willkürliches Eingreifen in die Anlage und somit auch Leib und Leben. Diese ist für Servicezwecke mit drei Türen ausgerüstet.

Blätterkatalog Schweißanlagen
Der Produktkatalog mit Überblick zum automatisierten Schweißen (Vollautomaten, Anlagen, Maschinen).
Durchblättern