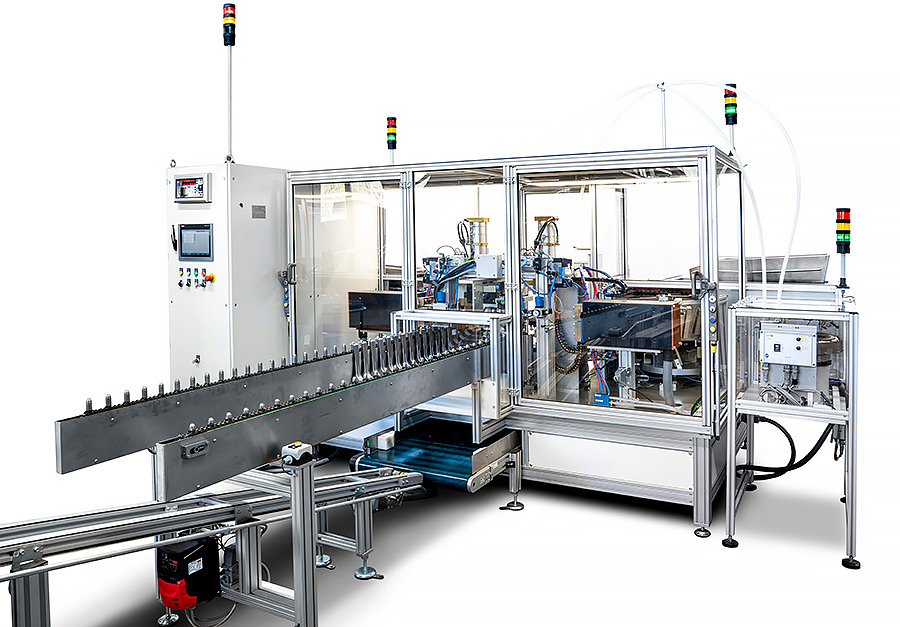
Spannbandanlage „Spannband Daimler C-Klasse “
Spannband - Schweißanlage
Aufgabe
Es ist eine Schweiß- und Montageanlage zu konzipieren, auf welcher zwei Winkellaschen mit einem Trägerband verbunden werden soll. Desweiterem sollen zwei Kunststoff-Clipse in den Träger gepresst werden.
Leistung: 7 Sekunden pro Baugruppe
Lösung
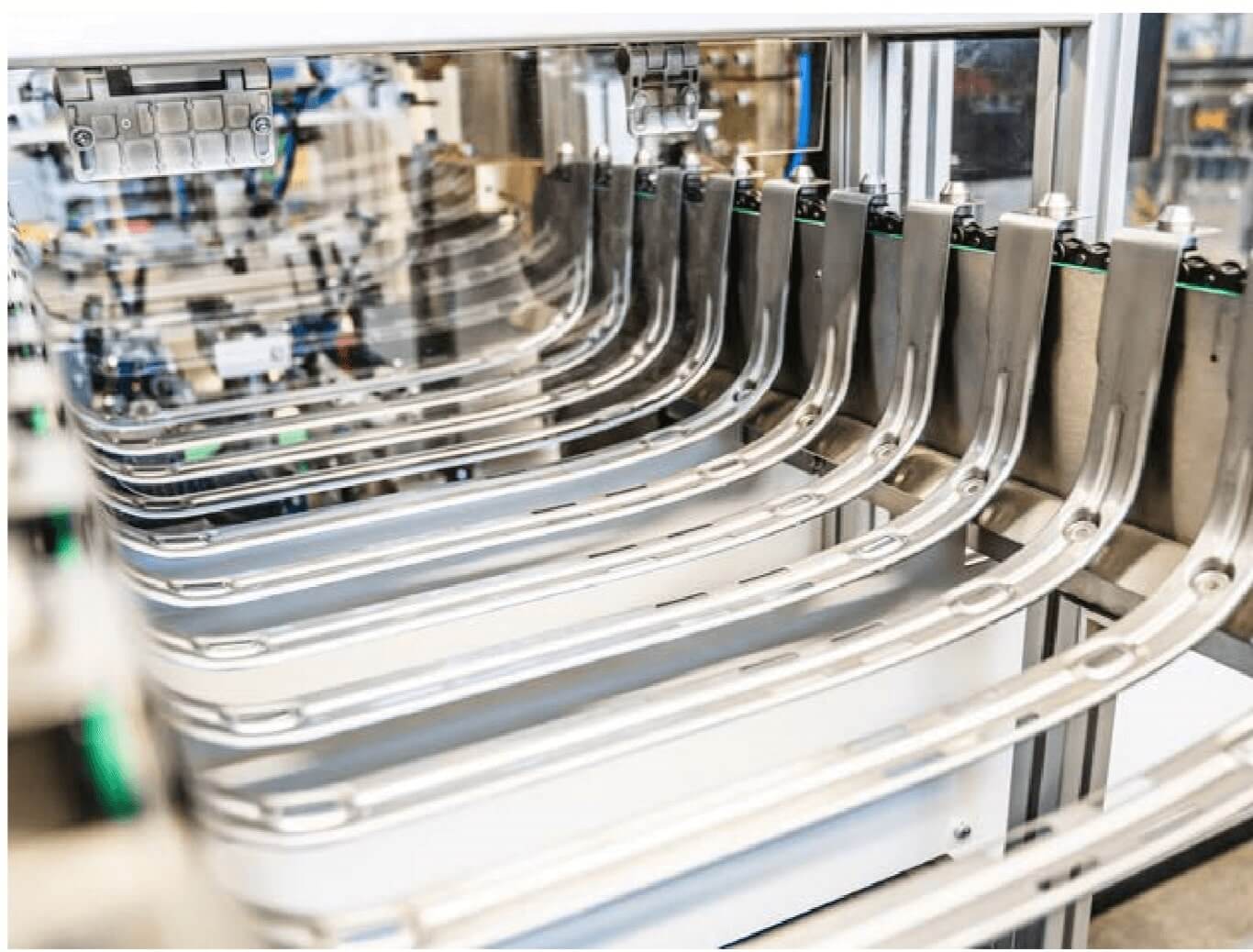
Die Zuführung der Spannbänder geschieht über das getaktete Pufferband. Ein Mitarbeiter bestückt die einzelnen Bauteilaufnahmen, welche den Träger vor einer Verdrehung sichern. Über das servomotorisch gesteuerte Umsetzmodul wird das Produkt ausgehoben und von Station zu Station weitergesetzt. Die Buckelschweißlaschen werden über den jeweiligen Fördertopf mit integrierter Linearstrecke zugeführt. Mit Hilfe des Stepp-Handlings wird das Bauteil, mit dem entsprechenden Bauteilgreifer an die jeweilige Station übergeben. Nachdem die Clipse über den Zuführschlauch zugeblasen werden, können diese über die Vorfädeleinheit mit Presszylinder prozesssicher montiert werden. Fertigteile wandern über eine Förderbandsystematik zurück zur Bestückungsseite und können über ein Stauband gepuffert werden.
Transferachse
- Servomotorische Zahnriemenachse
- 4x Doppelgreifsystem – Parallelgreifzange HG-G02
- 2x Hubachse – Z-Hub HGL27
- Kettenförderer mit Gleitführung
- Einstellbare Spurbreite über Handkurbel
- Werkstückaufnahmen mit Verdrehsicherung
Handlingsroboter

Zuführung und Montage Clip
- Vibrationszuführgerät VZ 300-1 Z, mit zylindrischen Grundkörper und V2A-Aufsatz
- Förderrichtung – im Uhrzeigersinn
- Linearförderer LF 21 mit gehärteter Zuführschiene und mit Steuergerät–Frequenzumrichter
- Niveausteuerung – Sensor, zum Ansteuern des Vibrationszuführgeräts in Abgängigkeit vom Füllstand der Staustrecke
- 2-fach Bereitstellung, horizontal
- Abblasfunktion zum Zuschießen über einen Profilschlauch
- Vereinzelungsstation – HGL15
- Bauteilgreifer – HG-G02
- Vorfädeleinheit nach Sonderausführung
- Einpressstation mit Montageüberprüfung
Montage Clip

Schweißstation
- 2x Schweißzangen
- Schweißzylinder NZ100-65-2-B; F= 1320daN, 65mm Hub
- Strömungswächter
- Oberelektrode „gekühlte Ausführung“
- Unterelektrode „gekühlte Ausführung“
- Lamellenband 180°-20-50-60-65-60
- Druckausgleichswerkzeug, DAW-1-80-002
- Vorbereitung für Absaugung über Schweißbereich
Schweißsteuerung
- AC-Transformator ZF 200 – 200kVA,
- Leistungsstufe – zur Ansteuerung von zwei Transformatoren
- Steuerung MEGA mit QSF/M (Multifunktionsregelung) – Ausregelung von Störgrößen
- Nachsetzkontrolle – Analoges Wegmesssystem
- Kraftkontrolle – Kraftmessdose
- Strömungswächter
- Wasserrückkühlgerät ZWK 2-35; 4,3 kW, 30 Liter Tankinhalt
Schweißstation

Ausschleusetechnik
- Gurtförderband mit hitzebeständigem Gurt
- Zweispuriger Zahnriemenförderer mit Schräglauffunktion
- Staufähiges Förderband mit verschleißfestem Gurt
- Sensorik für Abschaltautomatik
Transporsystem
Blätterkatalog Schweißanlagen
Der Produktkatalog mit Überblick zum automatisierten Schweißen (Vollautomaten, Anlagen, Maschinen).
Durchblättern